


I. Laser cleaning and wire bonding
Ultrasonic heavy aluminum (Al) wire bonding is a widely adopted interconnection technique for cylindrical lithium-ion battery cells, enabling electrical connection between individual cell terminals and common busbars within battery modules (Zwicker et al. 2020; Das et al. 2018). Owing to its room-temperature operation, compatibility with dissimilar metals, relatively low equipment cost, and suitability for automation, wire bonding remains an attractive solution for high-volume battery manufacturing despite the availability of alternative joining techniques such as ultrasonic welding, resistance welding, and laser welding (Das et al. 2018).

A critical prerequisite for reliable wire bonding is the cleanliness and chemical state of the bonding surfaces. Cylindrical battery cell terminals are typically nickel-plated and are prone to surface oxidation as well as contamination from oils and residues introduced during stamping, handling, packaging, and transportation. While ultrasonic wire bonding exhibits a degree of self-cleaning due to interfacial friction and deformation, persistent organic contaminants and non-uniform oxide layers may not be fully displaced and can lead to reduced bond quality, lower process yield, and long-term reliability concerns (Harman 2010; Levine 2015)
To mitigate these issues, various surface preparation strategies have been implemented in battery manufacturing, including manual mechanical cleaning, CO₂ snow cleaning, and the use of aggressive wire bonding parameters to overcome surface contamination. However, manual cleaning methods suffer from poor repeatability and scalability, while aggressive bonding conditions may accelerate tool wear, increase variability, or risk of damage to thin metallization layers. These limitations have motivated the adoption of non-contact, automated surface cleaning techniques that can be integrated into inline manufacturing environments. Laser cleaning has emerged as a promising surface preparation method in microelectronics, power electronics, and battery packaging applications. Using pulsed laser irradiation, surface contaminants and oxide layers can be selectively removed via laser ablation or desorption, while preserving the underlying metallization when process parameters are properly controlled (Pierce 2021; Wojdat and Piwowarczyk 2024; Zhou et al. 2023). Compared to chemical or mechanical cleaning approaches, laser cleaning offers high spatial selectivity, minimal consumables, and compatibility with automated, high-throughput production lines.
In the context of cylindrical lithium-ion batteries, Bieliszczuk et al (Bieliszczuk et al. 2024). provided a systematic investigation of laser ablation cleaning prior to wedge wire bonding. Their work established a framework linking laser process parameters, surface modification of nickel-plated terminals, and resulting wire bond performance, demonstrating that appropriately tuned laser cleaning can significantly improve bondability. This study represents a key reference for laser-assisted surface preparation in battery wire bonding applications. Despite these advances, open questions remain regarding the robustness of laser cleaning across different commercially available cylindrical cell designs and terminal constructions, as well as the potential for laser-induced damage to thin nickel plating or aluminum terminal layers under manufacturing-relevant conditions. In addition, limited data are available on the practical implementation of laser cleaning as a pre-bonding step for a variety of cell formats commonly encountered in industrial battery assembly.
The present work builds upon the framework proposed by Bieliszczuk et al (Bieliszczuk et al. 2024). by applying a single, manufacturing-relevant laser cleaning parameter set to commercially available cylindrical lithium-ion battery cells and systematically characterizing the resulting surface modifications. Elemental composition, surface morphology, and residual organic contaminants were analyzed using complementary surface analytical techniques, including LC-MS. The objective of this study is to elucidate the surface changes induced by laser cleaning and their implications for wire bondability, while verifying that terminal metallization integrity is preserved.
The manufacturing, packaging, and shipment of cylindrical battery cells can significantly influence the wire bondability of cell terminals. Oils used during stamping processes are often not completely removed, and the nickel coating on the terminals readily oxidizes during storage and handling. Initial attempts to wire bond as-delivered cells without surface cleaning resulted in a high incidence of failed bonds. Subsequent manual cleaning using a fiberglass brush proved ineffective and inconsistent, as aluminum oxides and other contaminants rapidly accumulated on the cleaning medium. Consequently, laser ablation was selected as the primary surface preparation method prior to wire bonding.
Laser cleaning was performed using a Keyence Laser Cleaner MD-X2520A equipped with a Worx ME3-Max system. The process was conducted at a laser power of 15.25 W, a pulse frequency of 120 kHz, a scan speed of 1500 mm s⁻¹, and a line spacing of 75 µm. Wire bonding was carried out using a Hesse Mechatronics BJ959 heavy wire bonder. Detailed wire bonding parameters and a quantitative evaluation of bond success rates will be reported in a future study.
II. Characterization of battery cells before and after laser cleaning
Methods
To investigate the effects of laser cleaning on cylindrical battery cell terminals, complementary analytical techniques were employed. X-ray fluorescence (XRF) was used to evaluate potential changes in elemental composition after laser processing. In this study, XRF primarily served to verify that the laser cleaning parameters did not alter the bulk composition of the metallic surface layers, particularly the nickel coating of the terminals. Due to its relatively large penetration depth (typically 10–100 µm depending on the material), XRF provides semi-bulk compositional information.
Scanning electron microscopy (SEM) combined with energy-dispersive X-ray spectroscopy (SEM-EDX) was used to examine surface morphology and localized elemental composition. SEM imaging enabled the identification of potential laser-induced morphological changes such as melting, roughening, or micro-cracking, while SEM-EDX provided near-surface compositional information with an interaction depth of approximately 1–5 µm.
To evaluate the presence of organic surface residues, solvent extracts from the battery terminals were analyzed using liquid chromatography–mass spectrometry (LC-MS), enabling comparison of organic contaminants before and after laser cleaning.
Finally, wire bonding experiments were performed to assess the practical bondability of the battery terminals. Aluminum ribbon bonds were produced and evaluated using shear testing according to JEDEC guidelines, allowing comparison of bonding performance between manually cleaned and laser-cleaned surfaces.
Together, these methods provide complementary information on surface composition, morphology, contamination, and bonding performance following laser cleaning.
For this study, commercially available lithium-ion cells from different manufacturers were evaluated in the as-delivered state to capture a representative range of designs and production methods. The investigated cells included Samsung 50E and Samsung 50G, Molicel P42A (all 21700 format), and Panasonic NCR18650B (18650 format). These cells were selected due to their widespread use in electric mobility and stationary storage applications, as well as their differences in capacity, electrode formulation, and power-performance balance. Comparative analysis of these cell types allowed for assessing how laser cleaning interacts with varying casing materials, surface treatments, and manufacturing practices. Key specifications of the evaluated cells are summarized in Table 1.
X-ray fluorescence (XRF) measurements of the cells were performed before and after laser cleaning with a Horiba XGT9000 instrument under vacuum to minimize air absorption and improve detection sensitivity. Full-surface scans of the battery cell tops were conducted with a pixel size of 88 µm, while detailed scans of three selected spots on each cell were acquired with a pixel size of 8 µm. This approach allowed both an overview of elemental distribution across the surface and high-resolution analysis of localized areas to understand the effect of laser cleaning.
SEM analysis was performed before and after laser cleaning of the battery cells with a FEI Megaellan 400 XHR SEM with EDS capabilities, the analysis was performed with 20 kV and 64 pA. To accommodate space constraints in the chamber of the SEM, the battery cells were opened and only the top part of the cells was analyzed, the bottom part of the case as well as the battery electrodes and separator were discarded, as these parts of the battery cells are not relevant for the analysis presented in this study.
LC-MS analysis was performed to assess potential production oil residues or degradation products after laser cleaning on the battery cell surface. Only the top of each battery cell was flushed with LC-MS grade methanol, ensuring that both terminals were fully rinsed. Care was taken to avoid any contact with the terminals or other surfaces, so that cells remained in their as-delivered state. The collected solution was then analyzed by LC-MS, allowing molecular-level identification and quantification of any surface species resulting from the laser cleaning process.
Results
Battery cells were received directly from the manufacturers and handled with care to preserve their original condition. To avoid introducing external contamination, the tops of the cells were never touched and no contact with foreign materials was allowed. All analyses were therefore conducted on cells in their as-delivered state, ensuring that the results reflect only intrinsic surface and material characteristics, and then after the laser cleaning step.
1. Before laser cleaning
The following summarizes the XRF and SEM-EDX, analyses performed on the cells prior to laser cleaning:
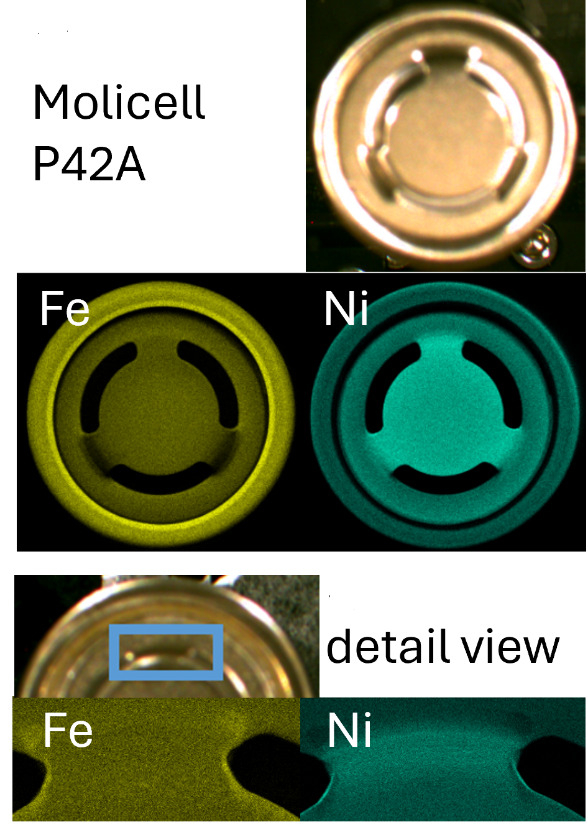
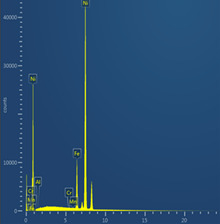
a) X-Ray Fluorescence (XRF)
XRF analysis of the battery cell tops revealed the presence of a nickel coating on the stainless steel surface in the full-surface scans (shown in Figure 2 for the Molicel battery). This was observed on both the positive and negative terminals of the Samsung and Molicel batteries, as well as on the negative terminal of the Panasonic cell. In contrast, the positive terminal of the Panasonic cell showed signals corresponding to aluminum and manganese. The manganese peak may result either from manganese alloying in aluminum (commonly in Al3xxx series alloys) or from spectral interference between Mn and Al. Overall, the XRF results confirm the manufacturer-applied surface treatments.
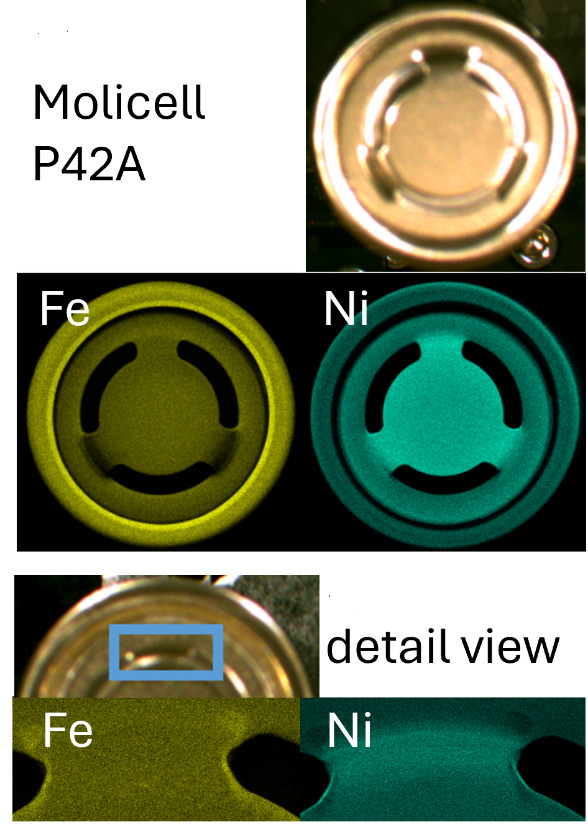
Detailed spot scans with an 8 µm pixel size were performed at three selected locations on each cell. The results showed that the nickel coating on the stainless-steel parts was uniform across the analyzed areas, with no significant local depletion or contamination detected. An example of one of the analyzed spots is presented in Figure 2 in the bottom. These findings establish a clear baseline for evaluating possible damages of laser cleaning to the Ni coating and its impact on the surface composition.
b) Scanning Electron Microscopy with Energy Dispersive X-Ray Spectroscopy (SEM-EDX)
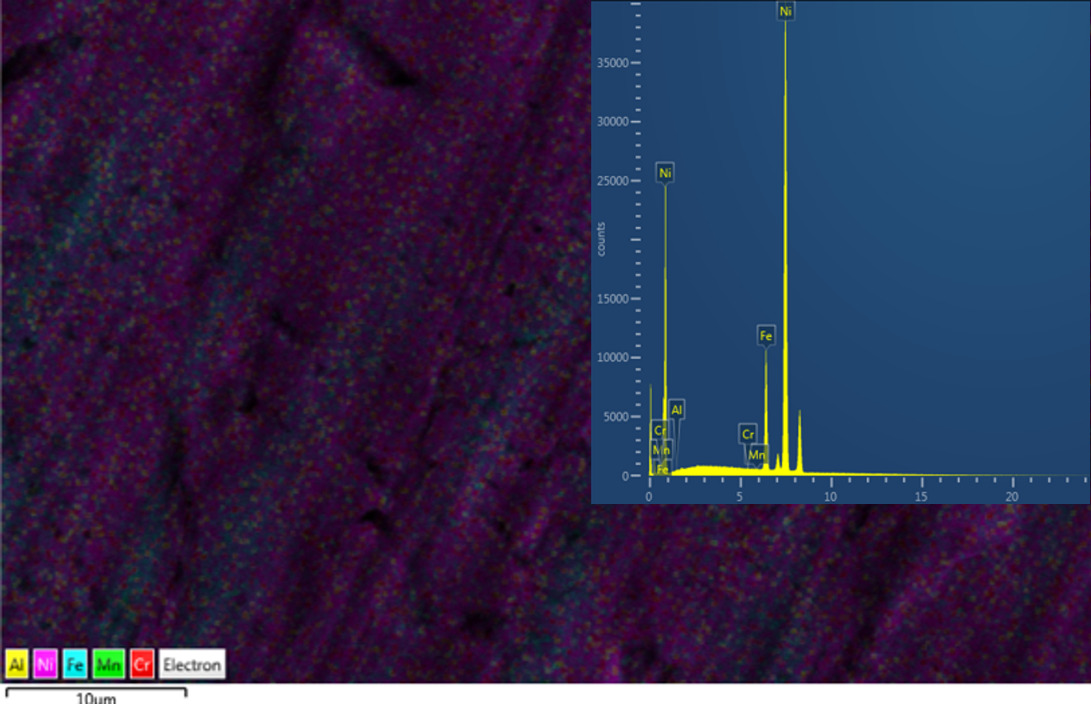
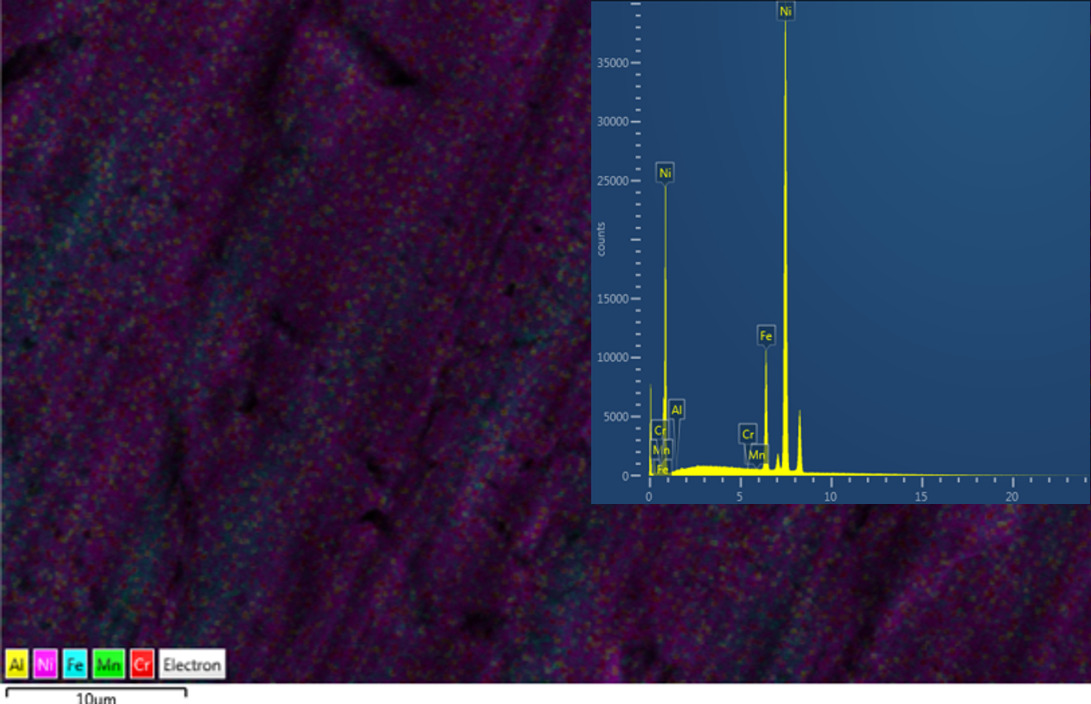
SEM-EDX analysis was performed on all cell types both before and after laser cleaning. Due to space limitations, only the results for the Samsung 50E cell are presented here in Figure 3; results for all other cells are available upon request. Analyses were conducted at the center of the positive terminal as well as at the edge of the cell, corresponding to the negative terminal.
Analysis of the center of the positive terminal revealed 96.7% ± 0.1% Ni and 3.1% ± 0.1% Fe. Detailed examination confirmed complete coverage of the terminal with a nickel coating and a surface of very low roughness. Similar results were observed for the negative terminal of this cell.
High-resolution SEM-EDX analysis demonstrates full coverage of both terminals with a nickel coating and a smooth surface structure. Multiple spots with a total area of 40 × 60 µm were analyzed for each terminal, which are used as representative areas of the entire top surface of the cell.
c) LC-MS
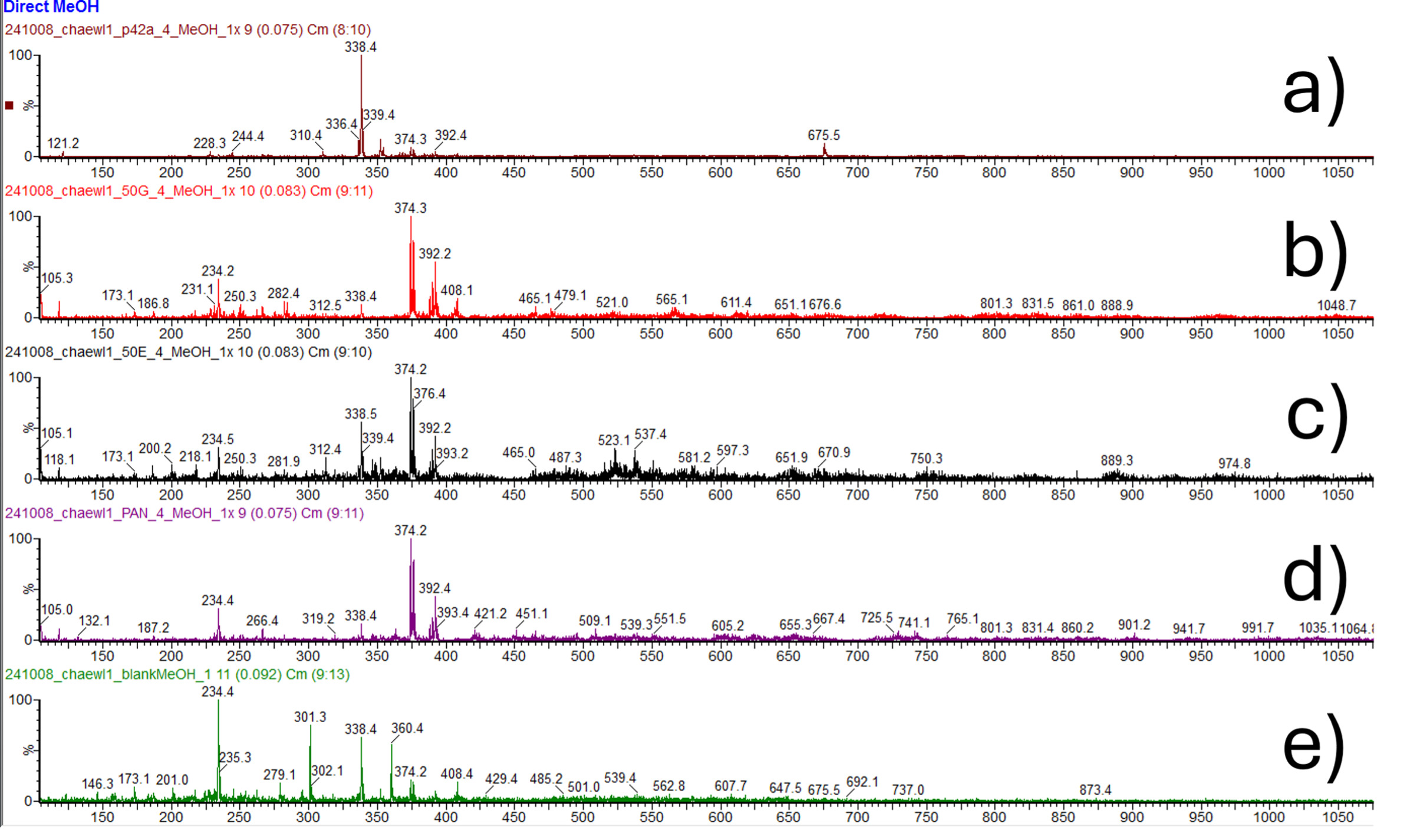
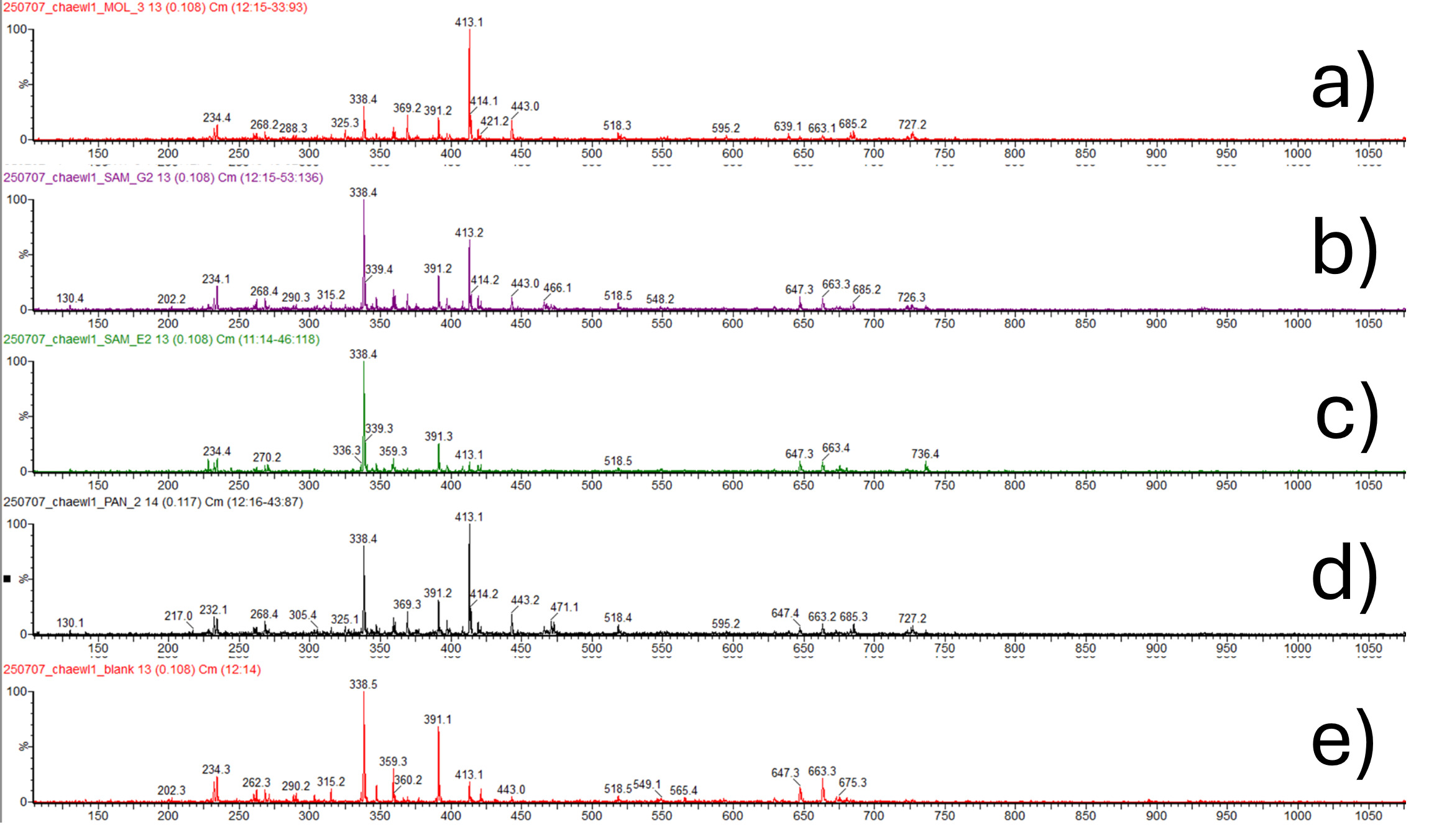
The results of the LC-MS analysis of 4 battery cells, which were not laser cleaned, are shown in Figure 4.
_molicel_p42a__(b)_samsung_50g__(c)_samsu.png)
A thorough analysis of the LC-MS data shows residues of various substances, which are very likely used as lubricants in the production process. For the Samsung cells, we could show residues of Methylstearate and Nondecane; the Panasonic cell showed residues of (Di)alcohols and the Molicel P42A showed traces of Dodecamethyl-cyclohexasiloxane in the samples which were taken before the laser cleaning.
2. After laser cleaning
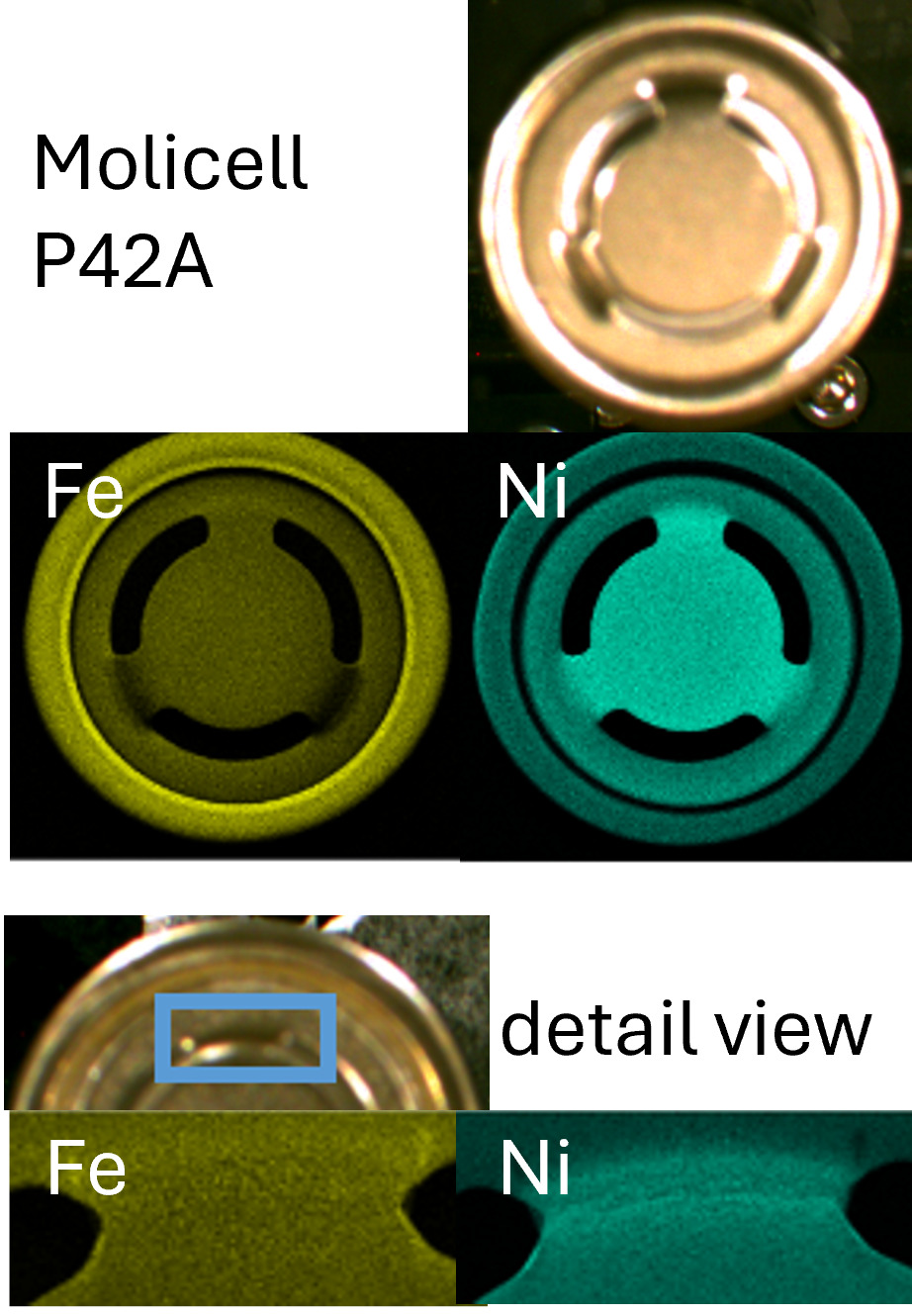
a) X-Ray Fluorescence (XRF)
XRF analysis of the battery cell parts after laser cleaning is presented in Figure 5 for the same cell as shown before laser cleaning in Figure 2. No changes in the elemental composition of the parts were observed, indicating that the laser cleaning process did not alter the bulk surface composition or damage the nickel coating. Maintaining the integrity of the coating is critical to ensure successful wire bonding and to prevent damage to the battery cell casing.
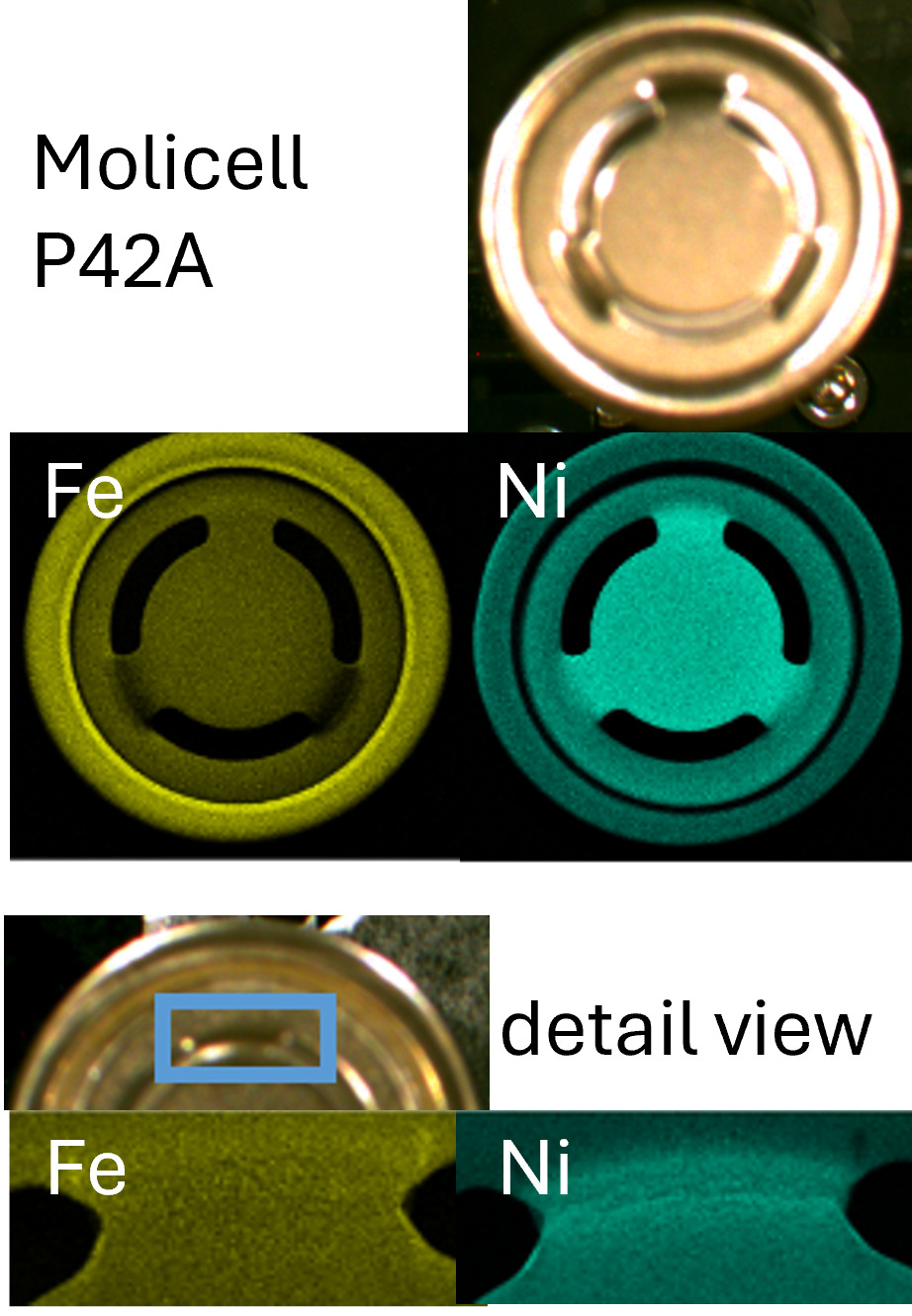
Table 2 compares the XRF results for two battery cells: the Molicel P42A with a stainless steel case and the Panasonic NCR with an aluminum case. The data show that the elemental composition of the surfaces remains unchanged after the laser cleaning process.
b) Scanning Electron Microscopy with Energy Dispersive X-Ray Spectroscopy
SEM-EDX analysis of the Samsung 50E battery cell after laser cleaning showed that the nickel coating on the positive terminal remained intact. The measured elemental composition - 96.5% Ni and 3.2% Fe - remained essentially unchanged compared to the pre-cleaning measurements shown in Figure 3, confirming that the laser cleaning did not damage the coating of the positive terminal of the battery cell.
SEM surface analysis and SEM-EDX analysis of the negative terminal of the same battery cell is presented in Figure 6. The results indicate that laser cleaning did not damage the nickel coating or the surface of the negative terminal, which is consistent with the results of the XRF analysis. Maintaining a complete Ni coating is essential for ensuring successful wire bonding (Klengel et al. 2014).
For the negative terminal, the elemental composition of the surface after laser cleaning remained unchanged compared to pre-cleaning measurements, confirming that the process did not damage the battery cell surface. Analysis of the surface roughness (shown also in Figure 6 for the negative terminal) showed for both the positive and negative terminals no differences, further demonstrating that the metal surface remained unaltered after the laser cleaning step.
Table 3 compares the SEM-EDX results for the analyzed battery cells. The data show that the elemental composition of the surfaces remains unchanged after the laser cleaning process, taking into account the standard deviation of the results for the EDX analysis.
c) LC-MS
The results of the LC-MS chromatograms after laser cleaning are shown in Figure 7.
_molicel_p42a__(b)_samsung_50g__(c)_samsun.png)
3. Wire bonding results
Large-diameter aluminum wedge wire bonding inherently provides a limited degree of surface cleaning during the bonding process. When ultrasonic energy is applied through the bonding tool, the thin native aluminum oxide layer on the aluminum wire—typically only a few angstroms thick—is mechanically disrupted, exposing fresh aluminum that can bond to the substrate surface (Wojdat and Piwowarczyk 2024). However, this self-cleaning mechanism primarily removes the oxide layer on the wire itself and does not reliably eliminate organic contaminants such as oils or residues that may be present on battery terminals.
In battery module manufacturing, cylindrical cells are often assumed to be delivered in a condition suitable for wire bonding. In practice, however, multiple manufacturing steps - including stamping, handling, packaging, and transportation - can introduce organic contaminants that negatively affect bondability.
To evaluate the influence of surface preparation on bonding performance, 21700 cylindrical cells from LG Chem were used as representative for battery cells and bonded using aluminum ribbon with dimensions of 2000 µm width and 200 µm thickness. Three different surface preparation methods were evaluated prior to bonding: manual cleaning using isopropyl alcohol (IPA), mechanical cleaning using a fiberglass brush, and laser cleaning.
For the IPA cleaning method, the positive and negative terminals were manually wiped using lint-free wipes saturated with isopropyl alcohol. Single ribbon bonds were produced and subsequently evaluated by shear testing. Ten samples were tested. The measured shear strength values showed significant dispersion, ranging from 2.97 kg to 4.41 kg. In addition, the observed shear nugget coverage was below 10% of the bonded area. According to JEDEC shear test criteria, the minimum shear strength should exceed half of the tensile strength of the bonded ribbon and the shear nugget coverage should be at least 50% of the weld area (Wire Bond Shear Test 2017). The results obtained for IPA cleaning therefore indicate unacceptable bonding performance, as shown in Figure 8.

A second cleaning method used a fiberglass brush to mechanically remove surface contamination. However, this approach introduces the possibility of cross-contamination because removed residues accumulate on the brush during repeated use. Shear testing of bonds formed after fiberglass-brush cleaning again showed a large dispersion in measured values. The shear strengths ranged from 3.75 kg to 5.23 kg, while the shear nugget coverage remained below 25%, which also does not meet the acceptance criteria.
Following these results, laser cleaning was evaluated as an alternative surface preparation method. Cylindrical cells were processed using a pulsed laser cleaning system prior to bonding. After laser cleaning, a Taguchi L9 orthogonal design of experiments was conducted to identify suitable bonding parameters, including bonding current, bonding time, start force, and end force. While some parameter combinations produced shear nugget coverage below the target threshold, all experimental trials produced shear strengths exceeding half of the tensile strength of the aluminum ribbon. In addition, several parameter sets resulted in shear nugget coverage greater than 50%, thereby meeting the JEDEC acceptance criteria.
The shear nuggets of four welds on a LG battery cell are shown in Figure 9.

The improved bonding performance observed after laser cleaning correlates with the surface contamination analysis presented in the previous section. LC-MS measurements of solvent extracts from the battery terminals show a clear reduction of organic residues after laser treatment. These findings suggest that improved bondability is associated with the effective removal of surface contaminants that are not sufficiently eliminated by conventional manual cleaning methods.
III. Conclusion
The combined surface analytical and bonding results provide a consistent picture of the effects of laser cleaning on cylindrical battery cell terminals. XRF and SEM-EDX measurements show that the elemental composition of the terminal surfaces remains essentially unchanged after laser processing, confirming that the applied laser parameters do not damage or significantly modify the nickel metallization layer. At the same time, LC-MS analysis demonstrates a clear reduction of organic contaminants on the battery terminals after laser treatment, indicating effective removal of oils and residues introduced during cell manufacturing, handling, and transportation. The wire bonding experiments further support these findings. Manual cleaning methods such as isopropyl alcohol wiping and fiberglass brushing resulted in large dispersion in shear strength and consistently insufficient shear nugget coverage, indicating poor bonding reliability. In contrast, laser-cleaned surfaces enabled bonding conditions that achieved shear strengths exceeding the JEDEC acceptance criteria and shear nugget coverage above 50% for several parameter sets. Taken together, these results suggest that laser cleaning effectively removes surface contaminants while preserving the integrity of the metallic terminal surface, thereby enabling reliable ultrasonic aluminum ribbon bonding for cylindrical battery cells.
Acknowledgment
The authors would like to acknowledge the following students who actively participated in this study. Jacquet Koushin of The Ohio State University, Noah Kane Manuel of Santa Clara University, Brandon Castellano of New York Institute of Technology, and Richard John Ulat of San Jose State University.